2026-04-21
2026-04-21 محتوى
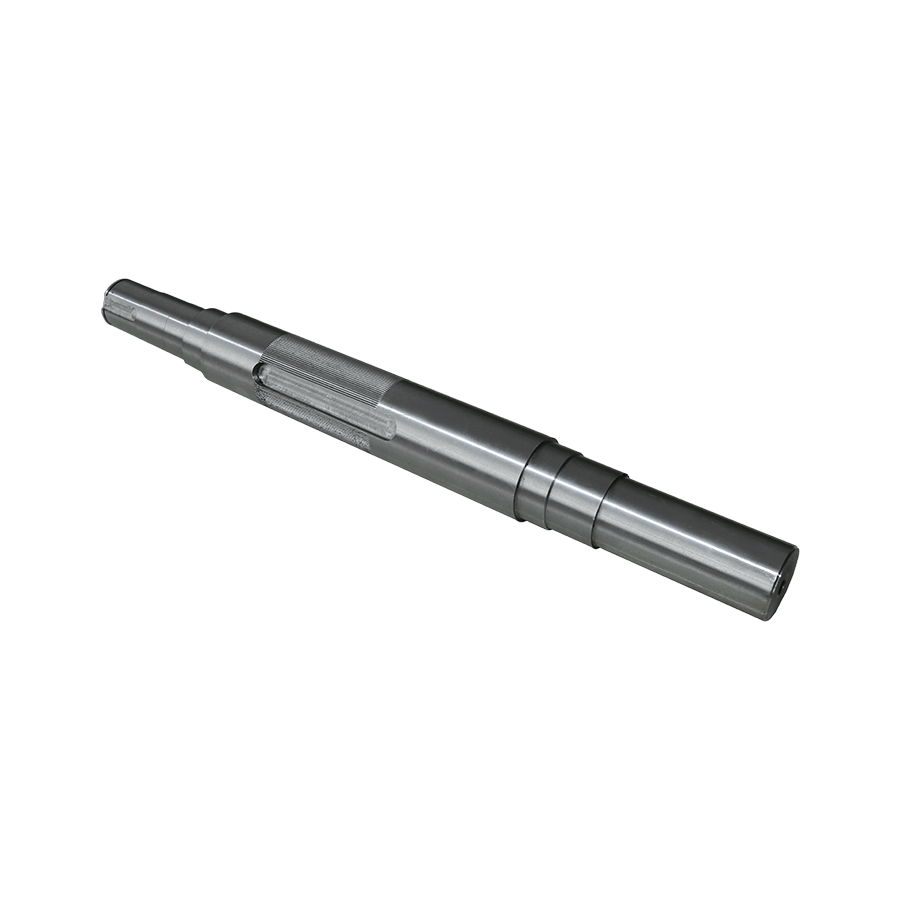
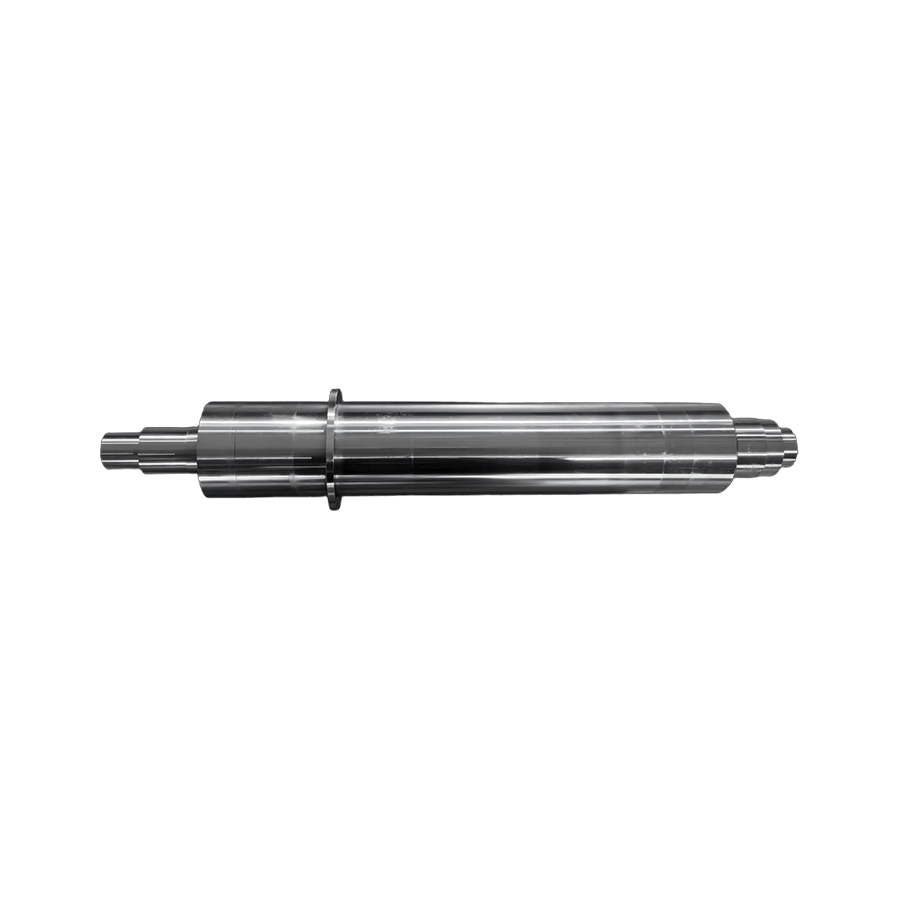
عمود المحرك الدقيق هو المكون الدوار المركزي للمحرك الكهربائي - وهو القضيب الأسطواني الذي ينقل عزم الدوران من دوار المحرك إلى الحمل المدفوع. في حين أن هذا الوصف يبدو واضحا، فإن كلمة "الدقة" تحمل وزنا هندسيا هائلا. إن عمود المحرك الدقيق ليس مجرد قضيب فولاذي مُدار؛ إنه مكون تم تحديد أبعاده بعناية، وتشطيب سطحه، والتحكم في التسامح، حيث تحدد دقته الهندسية بشكل مباشر مدى جودة أداء المحرك، ومدة استمراره، وما إذا كان النظام الذي يقوده يعمل بشكل موثوق.
في التطبيقات منخفضة الدقة، يمكن إخفاء عدم دقة العمود بواسطة أدوات التوصيل المرنة أو امتصاصها بواسطة أنظمة التركيب المتوافقة. ولكن في المحركات عالية السرعة، ومحركات الأقراص المؤازرة، والأجهزة الطبية، ومشغلات الطيران، والأجهزة الدقيقة، حتى الانحرافات على مستوى الميكرون في قطر العمود، أو الجريان، أو تشطيب السطح تترجم مباشرة إلى اهتزاز، وتآكل المحامل، وفقدان الطاقة، والضوضاء، والفشل المبكر. إن الفجوة بين عمود المحرك العادي وعمود المحرك الدقيق ليست مجرد مسألة أرقام أكثر صرامة على الرسم - فهي تعكس عمليات تصنيع مختلفة بشكل أساسي، وممارسات القياس، ومعايير اختيار المواد.
تتناول هذه المقالة كل ما يحتاج المهندسون ومتخصصو المشتريات ومصممو المنتجات إلى فهمه حول أعمدة المحركات الدقيقة - بدءًا من اختيار المواد وطرق التصنيع وحتى معايير التسامح ومعالجة الأسطح وتحليل الأعطال.
اختيار المواد هو الأساس رمح المحرك الدقيق الأداء. يجب أن تلبي المادة المختارة العديد من المتطلبات المتنافسة في وقت واحد: القوة الكافية لنقل عزم الدوران المقدر دون الخضوع، والصلابة الكافية لمقاومة تآكل السطح عند واجهات المحامل والوصلات، وقابلية التصنيع التي تسمح بتحقيق تفاوتات مشددة اقتصاديًا، وفي كثير من الحالات، مقاومة التآكل، أو درجات الحرارة القصوى، أو التداخل المغناطيسي.
يعد الفولاذ متوسط الكربون مثل AISI 1045 والفولاذ منخفض السبائك مثل AISI 4140 و4340 بمثابة العمود الفقري لإنتاج عمود المحرك الدقيق. يوفر AISI 1045 توازنًا جيدًا بين القوة والمتانة والقدرة على التشغيل في الظروف الطبيعية أو المسقية والمخففة، مما يجعله مناسبًا لأعمدة المحركات الصناعية ذات الأغراض العامة في نطاق الطاقة الصغير إلى المتوسط. يوفر AISI 4140 - وهو عبارة عن سبائك فولاذية من الكروم والموليبدينوم - قوة شد أعلى بكثير، ومقاومة أفضل للتعب، وقدرة صلابة محسنة، مما يجعله الخيار المفضل للأعمدة المعرضة للانحناء المشترك والتحميل الالتوائي في المحركات الصناعية كثيرة المتطلبات. يصعد AISI 4340 إلى أعلى سلم القوة ويستخدم عندما يتطلب الأمر أقصى قدر من الصلابة الأساسية إلى جانب صلابة السطح العالية، كما هو الحال في أعمدة محركات الطيران الفضائي وتطبيقات المؤازرة عالية الدورة.
عندما تكون مقاومة التآكل متطلبًا أساسيًا - معدات تجهيز الأغذية، والمحركات البحرية، والأجهزة الطبية، وأنظمة معالجة المواد الكيميائية - فإن أعمدة المحركات المصنوعة من الفولاذ المقاوم للصدأ هي الحل القياسي. يوفر الفولاذ المقاوم للصدأ من الدرجة 303 إمكانية تصنيع جيدة ولكنه أقل قوة ومقاومة للتآكل مقارنة بالدرجات الأخرى. توفر الدرجة 316 مقاومة فائقة للتآكل في بيئات الكلوريد ويتم تحديدها بشكل متكرر للتطبيقات البحرية والكيميائية. يجمع الفولاذ المقاوم للصدأ المارتنسيتي مثل 17-4 PH (المصلب بالترسيب) بين القوة العالية والمقاومة الجيدة للتآكل ويمكن تصليده ليتوافق مع متطلبات صلابة السطح، مما يجعله اختيارًا ممتازًا للأعمدة الدقيقة عالية الأداء في البيئات المسببة للتآكل.
تم تخصيص سبائك التيتانيوم - وخاصة Ti-6Al-4V - لأعمدة المحركات الدقيقة في تطبيقات الطيران والدفاع ورياضة السيارات عالية الأداء حيث يعد تقليل الوزن محركًا بالغ الأهمية للتصميم. تعد نسبة قوة التيتانيوم إلى الوزن استثنائية، كما أن مقاومته الطبيعية للتآكل تلغي الحاجة إلى طلاء الأسطح في معظم البيئات. وتتمثل المقايضة في ارتفاع تكلفة المواد بشكل كبير ومتطلبات تصنيع أكثر تطلبًا، حيث أن الموصلية الحرارية المنخفضة للتيتانيوم وميله إلى العمل يتطلب اختيارًا دقيقًا للأداة، ومعلمات القطع المحافظة، وتطبيقًا وفيرًا لسائل التبريد أثناء التشغيل الآلي.
في المحركات المستخدمة في معدات التصوير بالرنين المغناطيسي، أو أجهزة التشفير المغناطيسي، أو الأدوات العلمية الدقيقة، يجب تقليل النفاذية المغناطيسية لمادة العمود لمنع التداخل مع النظام الكهرومغناطيسي. يعتبر الفولاذ الأوستنيتي المقاوم للصدأ (مثل 316L)، وبعض سبائك الألومنيوم، وسبائك التيتانيوم كلها خيارات غير مغناطيسية تستخدم في تطبيقات عمود المحرك الدقيقة المتخصصة. تعتبر شهادة المواد الدقيقة واختبار النفاذية من الممارسات القياسية في هذه القطاعات.
مواصفات التسامح هي ما يفصل عمود المحرك الدقيق عن الجزء الذي يتم تشغيله من السلعة. تتفاعل أعمدة المحرك مع مكونات متزاوجة متعددة - المحامل، والوصلات، والتروس، والبكرات، والأختام، وصفائح الدوار - حيث يفرض كل منها متطلباته البعدية والهندسية الخاصة على العمود. إن تلبية كل هذه الأمور في وقت واحد، بدقة على مستوى الميكرون، عبر طول العمود بأكمله هو التحدي الأساسي لتصنيع العمود الدقيق.
تعتبر المقاعد المحملة هي المناطق الأكثر حساسية للتسامح في أي عمود محرك دقيق. تتطلب محامل العناصر المتدحرجة تداخلًا مناسبًا على العمود لمنع زحف الحلقة الداخلية تحت الحمل - ولكن الكثير من التداخل قد يؤدي إلى تشقق الحلقة الداخلية أثناء التجميع أو توليد تحميل مسبق مفرط يقلل من عمر المحمل. تعد أنظمة تحمل ISO مثل k5 وm5 وn5 (للتداخل الخفيف إلى الثقيل) قياسية لأقطار مجلة المحمل، مع تفاوتات القطر الفعلي عادةً في نطاق ±2.5 إلى ±8 ميكرومتر اعتمادًا على قطر العمود ونوع المحمل. إن تحقيق هذه التفاوتات المسموح بها باستمرار في الإنتاج يتطلب طحنًا أسطوانيًا بدلاً من الدوران بمفرده.
ربما يكون إجمالي الجريان المشار إليه (TIR) - التباين الكلي في موضع سطح العمود بالنسبة لمحور الدوران الحقيقي - هو المعلمة الهندسية الأكثر أهمية على عمود المحرك الدقيق. يؤدي الجريان في منطقة تركيب الدوار إلى عدم التوازن الكهرومغناطيسي؛ يؤدي الجريان في واجهات التوصيل إلى حدوث اهتزاز وتآكل للقارنة؛ يؤدي نفاد المجلات المحملة إلى تحميل ديناميكي يقلل من عمر المحمل بشكل كبير. بالنسبة للمحركات عالية السرعة التي تزيد عن 3000 دورة في الدقيقة، عادةً ما يتم تحديد نفاذ العمود في مجلات المحامل عند 5 ميكرومتر TIR أو أفضل. بالنسبة للمحركات المؤازرة الدقيقة والمحركات المغزلية، فإن مواصفات التشغيل التي تبلغ 1-2 ميكرومتر ليست غير عادية.
سوف يهتز العمود غير المستقيم بتردد دوراني بغض النظر عن مدى توازنه. يتم تحديد تسامح الاستقامة على أعمدة المحرك الدقيقة - معبرًا عنه بحد أقصى للانحراف عن الخط المستقيم المثالي على طول العمود بالكامل - عند 0.01 إلى 0.05 مم لكل 300 مم من طول العمود للمحركات الصناعية، و0.005 مم أو أفضل لتطبيقات المغزل والمؤازرة عالية الدقة. تعتبر الأسطوانة - وهي مزيج من الاستدارة والاستقامة واستدقاق السطح الأسطواني - ذات أهمية متساوية في مناطق مجلة المحمل حيث تولد أي حالة خارج الدائرة اهتزازًا بترددات تتناسب مع عدد عناصر الأسطوانة في كل دورة.
يتم تحديد خشونة السطح في مجلات المحمل بقيم Ra (المتوسط الحسابي للخشونة)، عادةً Ra 0.4 إلى Ra 0.8 ميكرومتر لأعمدة المحركات الصناعية القياسية وRa 0.1 إلى Ra 0.4 ميكرومتر للمحركات المؤازرة الدقيقة والمحركات المغزلية عالية السرعة. في مناطق تلامس الختم، يجب أن تكون خشونة السطح ضمن نطاق ضيق - خشنة للغاية وتتآكل شفة الختم قبل الأوان؛ سلس للغاية وينهار فيلم التشحيم. تحدد معظم الشركات المصنعة للأختام تشطيبًا سطحيًا يتراوح من Ra 0.2 إلى Ra 0.8 ميكرومتر مع اتجاه وضع محدد (محيطي وليس محوري) عند أسطح ملامسة الختم.
يتطلب تحقيق التفاوتات الموضحة أعلاه عملية تصنيع متسلسلة بعناية حيث تعتمد كل عملية على العملية الأخيرة ويتم إدارة الحالة الحرارية والميكانيكية لقطعة العمل طوال الوقت. يتضمن تسلسل تصنيع عمود المحرك الدقيق النموذجي مراحل متعددة، لكل منها غرض محدد.
يبدأ إنتاج عمود المحرك الدقيق بمخزون أو تزوير تم التحقق منه - شهادات المواد التي تؤكد التركيب الكيميائي، والخواص الميكانيكية، ونتائج الفحص بالموجات فوق الصوتية هي المعيار القياسي في التطبيقات الفضائية والطبية. تعمل عملية الدوران الأولية على مخرطة CNC على إزالة الجزء الأكبر من المواد الزائدة، وإنشاء مناطق القطر الرئيسية، وفتحات مركزية للآلات في كل طرف. تُعد هذه الثقوب المركزية مرجعًا مرجعيًا لجميع عمليات الطحن اللاحقة ويجب أن يتم تحديد موقعها وتشكيلها بدقة - حيث يؤدي الثقب المركزي التالف أو اللامركزي إلى نشر خطأ هندسي خلال كل عملية نهائية.
بالنسبة للأعمدة التي تتطلب صلابة السطح عند مجلات المحامل أو مناطق مجرى المفاتيح - غالبية أعمدة المحركات الدقيقة - تتبع المعالجة الحرارية عملية دوران خشنة. يعمل التصلب (الإرواء والمزاج) على تحسين القوة الأساسية والمتانة. تعمل عمليات تصلب الهيكل مثل الكربنة، أو نيترة الكربون، أو تصلب الحث على إنشاء طبقة سطحية صلبة (عادةً 58-62 HRC) فوق قلب صلب، مما يوفر مقاومة ممتازة للتآكل وعمر كلال في الواجهات الحرجة دون جعل العمود بأكمله هشًا. يعد التصلب الحثي شائعًا بشكل خاص في أعمدة المحركات الدقيقة لأنه يمكن تطبيقه بشكل انتقائي على مناطق قطرية محددة بأقل قدر من التشوه - على الرغم من أن أي معالجة حرارية تسبب بعض التشوه في العمود الذي يجب أخذه في الاعتبار في بدلات الطحن اللاحقة.
الطحن الأسطواني — سواء بين المراكز أو بدون مركز — هو العملية التي تحقق تفاوتات القطر النهائية، والتشطيب السطحي، والدقة الهندسية على عمود المحرك الدقيق. يُفضل الطحن بين المراكز، حيث يتم دعم العمود على فتحات مركز البيانات الخاصة به ويتم تدويره مقابل عجلة الطحن، لتحقيق أضيق مواصفات الجريان والتركيز نظرًا لأن جميع الأقطار يتم طحنها من مرجع مرجعي مشترك. تعمل عملية الطحن على إزالة 0.05 إلى 0.3 مم فقط من المواد في تمريرات يتم التحكم فيها بعناية، مع تجهيز العجلات، والقياس أثناء العملية، وإدارة سائل التبريد، كل ذلك يساهم في تحقيق نتائج متسقة عبر دفعة الإنتاج.
بعد أن يحدد الطحن الأقطار الأولية، يتم تشكيل الميزات الثانوية - الممرات الرئيسية، والثقوب المتقاطعة، وتجويف النهاية الملولبة، والخلائط، والمسطحات - باستخدام عمليات الطحن أو التثقيب أو الخيط. التسلسل مهم: الميزات المقطوعة بعد الطحن تتجنب إدخال التشوه الحراري والميكانيكي الذي قد يتطلب إعادة الطحن، ولكن يجب أن يتم وضعها بدقة بالنسبة للأقطار المطحونة بالفعل. عادةً ما يتم التحكم في تسامح موضع Keyway بالنسبة إلى الخط المركزي للعمود في حدود ± 0.05 مم أو أفضل على أعمدة المحرك الدقيقة لضمان محاذاة المفتاح والاقتران بشكل صحيح.
يتم فحص أعمدة المحرك الدقيقة بنسبة 100% وفقًا لمواصفات الرسم الخاصة بها قبل إرسالها في معظم التطبيقات الدقيقة. تتضمن طرق الفحص قياس الميكرومتر ومقياس الهواء لتفاوتات القطر، وقياس CMM (آلة قياس الإحداثيات) للتفاوتات الهندسية ومواضع الميزات، وفحوصات تشغيل كتلة V ومؤشر الاتصال الهاتفي، وقياس ملف تعريف السطح لقيم Ra. بالنسبة للأعمدة الفضائية والطبية، تكون التقارير كاملة الأبعاد مع قيم القياس الفعلية - وليس فقط نتائج النجاح/الفشل - مطلوبة لسجلات التتبع.

وبعيدًا عن المواد الأساسية والهندسة الآلية، يمكن للمعالجات السطحية المطبقة على أعمدة المحركات الدقيقة أن تعزز أدائها بشكل كبير في بيئات تشغيل محددة. تعمل المعالجة السطحية الصحيحة على إطالة عمر العمود، وتقليل الاحتكاك، ومنع التآكل، وفي بعض الحالات تمكن العمود من تلبية المواصفات التي لا تستطيع المادة الأساسية تحقيقها بمفردها.
| العلاج | عملية | الفائدة الرئيسية | تطبيق نموذجي |
| طلاء الكروم الصلب | الترسيب الكهربائي للكروم | صلابة السطح العالية، مقاومة التآكل والتآكل | المحركات الهيدروليكية، المحركات البحرية |
| النيكل اللاكهربائي | ترسيب النيكل الكيميائي | طلاء موحد، مقاومة للتآكل، صلابة معتدلة | تجهيز الأغذية والمحركات الكيميائية |
| أكسيد أسود | طلاء التحويل الكيميائي | مقاومة خفيفة للتآكل، تقلل من انعكاس الضوء | المحركات الصناعية العامة |
| النيتروكربنة (الفريتيك) | انتشار N وC إلى السطح | طبقة مركبة صلبة، مقاومة للتعب والتآكل | محركات مؤازرة ومحركات جر عالية الدورة |
| طلاء دي إل سي | الكربون الشبيه بالألماس PVD/CVD | صلابة شديدة، معامل احتكاك منخفض جدًا | الفضاء الجوي، مغزل الدقة عالية السرعة |
| الفوسفات | تحويل الفوسفات الكيميائي | يحسن التصاق الطلاء، وحماية خفيفة من التآكل | للأغراض العامة، حماية التخزين |
أحد الاعتبارات الحاسمة مع أي طلاء سطحي على عمود المحرك الدقيق هو تأثير الأبعاد. يضيف الطلاء الصلب بالكروم والنيكل غير الكهربي سمكًا قابلاً للقياس إلى سطح العمود - عادةً من 0.005 إلى 0.05 مم لكل جانب - والذي يجب حسابه عن طريق طحن العمود الأصغر حجمًا قبل الطلاء، ثم الطحن أو اللف بعد الطلاء إلى الأبعاد النهائية. تضيف معالجات الانتشار مثل كربنة النيترو وكربنة النيترو الحديدي الحد الأدنى من التغيير في الأبعاد (عادةً أقل من 0.002 مم) وبالتالي لا تتطلب عادةً طحنًا بعد المعالجة.
أعمدة المحرك الدقيقة ليست أسطوانات موحدة بسيطة. وهي تتضمن مجموعة من الميزات المصممة التي تخدم أغراضًا وظيفية محددة والتي يجب التحكم في هندستها بعناية أثناء التصنيع.
مجلات المحامل هي مناطق العمود حيث يتم تركيب العناصر المتداول أو المحامل العادية. لقد تم طحنها وفقًا لتفاوتات القطر الدقيقة (عادةً ما تناسب h5 أو k5 أو m5 ISO)، وقيم خشونة السطح المحددة، ومواصفات الأسطوانية الضيقة والتشغيل. توفر الأكتاف المجاورة لمجلات المحمل موقعًا محوريًا للحلقة الداخلية للمحمل. يجب التحكم في نصف قطر الكتف بعناية - نصف قطر حاد جدًا يخلق تركيزًا للضغط يؤدي إلى تشقق التعب؛ نصف القطر الكبير جدًا يمنع الحلقة الداخلية للمحمل من الجلوس بالكامل على وجه الكتف.
مجاري المفاتيح عبارة عن فتحات مستطيلة يتم تشكيلها في العمود لقبول مفتاح يقوم بقفل الترس أو البكرة أو أداة التوصيل بالعمود لنقل عزم الدوران. عرض مجرى المفتاح وتفاوتات العمق، والموضع بالنسبة إلى الخط المركزي للعمود، والانتهاء من السطح عند جوانب مجرى المفتاح، كلها تؤثر على أمان وعمر المفصل الرئيسي. يتم استخدام المفاتيح - وهي في الأساس عدة مفاتيح رئيسية مرتبة حول محيط العمود - حيث يلزم نقل عزم دوران أعلى أو تمركز ذاتي أو مشاركة قابلة للانزلاق. الخطوط الملتوية هي الشكل الأكثر شيوعًا في أعمدة المحرك الدقيقة ويتم طحنها أو طحنها وفقًا لمواصفات الأسنان القياسية DIN أو ANSI.
تشتمل العديد من أعمدة المحركات الدقيقة على أقسام ملولبة في أحد الطرفين أو كليهما للمحامل المثبتة بالجوز، أو تركيب المشفر، أو توصيل المروحة. تؤثر جودة الخيط - فئة الملاءمة، ودقة الميل، والانتهاء من السطح على جوانب الخيط - على قوة التثبيت التي يمكن تحقيقها ومقاومة إجهاد الخيط تحت الاهتزاز. بالنسبة لتطبيقات عمود المحرك المهمة، يُفضل استخدام الخيوط المدرفلة (بدلاً من الخيوط المقطوعة) لأن التدحرج يؤدي إلى ضغوط ضغط متبقية مفيدة تعمل على تحسين عمر الكلال بشكل كبير عند جذر الخيط.
عادةً ما يتم تصنيع نهاية محرك عمود المحرك الدقيق - القسم الذي يبرز من غلاف المحرك ويتصل بالحمل المدفوع - وفقًا للأبعاد القياسية IEC أو NEMA لقابلية التبادل. تم توحيد كل من تسامح القطر والطول وهندسة مجرى المفتاح وشطبة نهاية العمود، مما يسمح لأعمدة المحرك من مختلف الشركات المصنعة بالتزاوج مع نفس أداة التوصيل أو مدخلات علبة التروس. تعد امتدادات عمود المحرك المخصصة شائعة أيضًا في تطبيقات OEM حيث لا تتطابق أبعاد العمود القياسية مع متطلبات المعدات المدفوعة.
يعد فهم كيفية وسبب فشل أعمدة المحرك الدقيقة أمرًا ضروريًا للتحقيق في الفشل والتصميم الوقائي. تنقسم معظم حالات فشل العمود أثناء الخدمة إلى عدد صغير من الفئات المتكررة، لكل منها أسباب جذرية يمكن تحديدها والتي يمكن معالجتها من خلال التصميم أو اختيار المواد أو تحسينات عملية التصنيع.
تم تصميم وتصنيع أعمدة المحركات الدقيقة وفقًا لمجموعة من معايير الصناعة التي تحدد متطلبات الأبعاد ومواصفات المواد وممارسات الجودة. يساعد الإلمام بالمعايير ذات الصلة المهندسين على تحديد الأعمدة بشكل صحيح وتقييم امتثال المورد.
يتطلب الحصول على أعمدة محرك دقيقة - سواء كمكونات مصنعة حسب الطلب أو كأجزاء بديلة للمحركات الموجودة - تقييم قدرة المورد مقابل المتطلبات المحددة لتطبيقك. ليست جميع الشركات المصنعة للأعمدة الدقيقة متساوية، ونادرًا ما يوفر الخيار الأقل تكلفة اتساق الأبعاد وإمكانية التتبع التي تتطلبها التطبيقات الصعبة.
اسأل الموردين المحتملين عن معدات الطحن التي يستخدمونها، وما هي قدرة العملية المثبتة لديهم (قيم Cpk) على تحمل أقطار المجلة بالتسامح المحدد لديك، وما إذا كانوا يقومون بإجراء قياس أثناء العملية أثناء الطحن أو الفحص النهائي فقط بعد الانتهاء. يعد الموردون الذين يستخدمون المطاحن الأسطوانية CNC الحديثة مع القياس التلقائي أثناء العملية ومخططات SPC بعد العملية أكثر قدرة بشكل ملحوظ على تقديم نتائج دقيقة متسقة من أولئك الذين يعتمدون على الطحن اليدوي للعجلات مع قياس ما بعد العملية فقط.
تأكد من أن المورد قد قام بمعايرة معدات القياس المناسبة للتفاوتات التي يتم فحصها - مقاييس الهواء أو ميكرومترات الطاولة عالية الدقة لتفاوتات القطر الضيق، وإمكانية CMM للتفاوتات الهندسية ومواضع الميزات، ومقاييس ملفات التعريف السطحية لقياس الخشونة. يجب أن تكون شهادات المعايرة التي يمكن إرجاعها إلى المعايير الوطنية (NIST، PTB، NPL) متاحة عند الطلب. بالنسبة لفحص المادة الأولى أو دفعات الإنتاج الحرجة، اطلب تقريرًا كامل الأبعاد بقيم قياس فعلية بدلاً من شهادة مطابقة بسيطة.
بالنسبة للتطبيقات الفضائية والطبية وتلك المتعلقة بالسلامة، يجب أن يكون كل عمود محرك دقيق قابلاً للإرجاع إلى مادة معينة أو رقم المجموعة، مع شهادة المطحنة المقابلة التي تؤكد التركيب الكيميائي والخصائص الميكانيكية. تأكد من أن نظام الجودة الخاص بالمورد الخاص بك يلتقط إمكانية التتبع هذه بدءًا من استلام المواد الواردة وحتى سجلات الفحص النهائي والإرسال. تعد الثغرات الموجودة في إمكانية تتبع المواد من النتائج الشائعة في عمليات تدقيق الموردين ويمكن أن تؤدي إلى إجراءات عزل وإعادة صياغة مكلفة إذا تم اكتشافها بعد دخول الأجزاء إلى الخدمة.
يتفهم المورد ذو الخبرة في تصنيع أعمدة المحركات الدقيقة لمحركات الأقراص المؤازرة متطلبات التشغيل وتشطيب السطح التي تتطلبها تلك التطبيقات. قد يتمتع المورد المتخصص في أعمدة المحركات الصناعية الكبيرة بقدرة الطحن المناسبة ولكنه يفتقر إلى الخبرة في التعامل مع التفاوتات الأكثر صرامة النموذجية لتطبيقات المؤازرة. اطلب مراجع خاصة بالتطبيق، واسأل عن تجربتهم مع المواد وعمليات المعالجة الحرارية التي تتطلبها الأعمدة الخاصة بك، وإذا أمكن، اطلب أجزاء العينة لفحص المادة الأولى قبل الالتزام بكميات الإنتاج.
Fenglan يكون شركة صينية لتصنيع قطع الغيار الكهربائية الدقيقة, مصنعي قطع غيار السيارات الدقيقة و موردي قطع غيار صناعية دقيقة. شريككم الموثوق في تصنيع قطع الغيار والمكونات منذ عام 2010.
1. شريكك الموثوق في تصنيع الأجزاء والمكونات منذ عام 2010
 تليفون: +86-13861233850
تليفون: +86-13861233850  البريد: [email protected]
البريد: [email protected]  إضافة: رقم 60 ، شارع شرق تشوانغي ، مدينة تشونجيانغ ، قرية وي ، مقاطعة شينبي ، مدينة تشانغتشو ، الصين
إضافة: رقم 60 ، شارع شرق تشوانغي ، مدينة تشونجيانغ ، قرية وي ، مقاطعة شينبي ، مدينة تشانغتشو ، الصين 

 English
English 中文简体
中文简体 عربى
عربى Español
Español +86-13861233850
+86-13861233850