2026-05-22
2026-05-22 محتوى
يبدو نابض الغاز بسيطًا بشكل خادع - أسطوانة مضغوطة بقضيب منزلق. ولكن كل سطح يغلق أو يوجه أو يتحمل الحمل يجب أن يتم تشكيله وفقًا للمواصفات الدقيقة. يغيب عن قطر التجويف حتى بضعة أجزاء من المئات من المليمتر وينزف غاز النيتروجين عبر الأختام، ويفقد الزنبرك قوته المقدرة، ويرفض عميل OEM الدفعة بأكملها. تصنيع زنبرك غاز السيارات باستخدام الحاسب الآلي ولذلك فهي واحدة من تلك العمليات التي لا تكون فيها التفاوتات المسموح بها قابلة للتفاوض، وكل قرار بشأن مسار الأداة له عواقب على عمر المنتج.
تتناول هذه المقالة عمليات التصنيع الهامة، والمواد، ومتطلبات التحمل، وخطوات تشطيب الأسطح المستخدمة في تصنيع مكونات نوابض الغاز عالية الجودة للسيارات - سواء كنت تقتبس عملية إنتاج أو تصمم أجزاء لقابلية التصنيع.
تحتوي مجموعة نوابض الغاز في السيارات على عدة مكونات مصنعة آليًا، لكل منها وظيفة مميزة وأهمية أبعادها. إن فهم ما يفعله كل جزء يجعل من السهل تحديد العملية الصحيحة والتفاوتات من البداية.
الأسطوانة هي الغلاف الخارجي، وعادةً ما تكون عبارة عن أنبوب غير ملحوم من الفولاذ أو الألومنيوم يحمل النيتروجين المضغوط. تركز عمليات CNC هنا على تشطيب التجويف وتصنيع الوجه النهائي. يجب شحذ التجويف الداخلي أو تحويله بشكل نهائي لتحقيق القطر الصحيح وخشونة السطح منخفضة بما يكفي لانزلاق أختام المكبس دون احتكاك أو تآكل مفرط. تتراوح الأقطار الداخلية في أسطوانات نوابض غاز السيارات عادةً من 10 مم إلى 60 مم، مع تفاوتات في التجويف في نطاق H7 (عادةً ±0.010–0.025 مم حسب القطر).
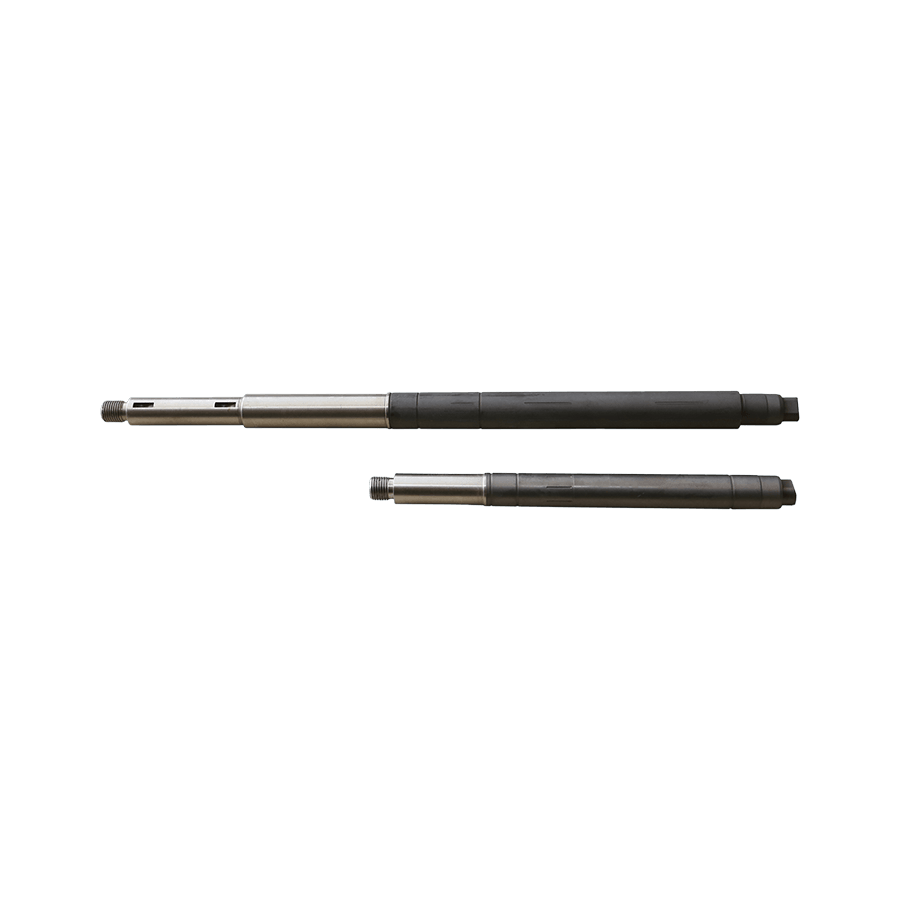
يعتبر قضيب المكبس هو العنصر الفردي الأكثر أهمية من حيث الأبعاد. ويجب أن تكون مستقيمة ضمن حدود ضيقة، وأن يكون قطرها متناسبًا مع التفاوتات المسموحة لملاءمة الختم، وأن تحمل تشطيبًا سطحيًا يقاوم التآكل والتآكل. تحول CNC ينتج القضيب فارغًا. يعد الطحن غير المركزي اللاحق والطلاء بالكروم الصلب أو النيتروكربنة من الخطوات القياسية بعد التصنيع. تتراوح أقطار القضيب عادةً من 6 مم إلى 28 مم في تطبيقات السيارات، وقد تؤدي انحرافات الاستقامة التي تتجاوز 0.05 مم على 300 مم من الطول إلى ربط المكبس وفشل سريع في الختم.
يتم تصنيع المكبس نفسه ليناسب التجويف مع خلوص متحكم فيه. إنه يحمل هندسة مرور الغاز - الأخاديد أو الثقوب أو الملامح المتدرجة - التي تحكم سلوك تدفق الغاز أثناء الضغط والتمدد. تعمل عمليات الخراطة والطحن باستخدام الحاسب الآلي على إنشاء هذه الميزات. أي نتوء متبقي في ممر الغاز أو أخدود الختم يغير خصائص التدفق ويخاطر بتلف الختم أثناء التجميع.
يقوم دليل القضيب بمحاذاة قضيب المكبس ودعمه عند الطرف المفتوح للأسطوانة. يتطلب الأمر معرفًا مملًا بدقة ليتناسب مع قطر القضيب وقطر خارجي ليناسب تجويف الأسطوانة بدون تشغيل. غالبًا ما تكون أغطية النهاية للتصميمات المختومة مجعدة أو ملولبة في مكانها، لذا فإن هندسة الخيط وتربيع الوجه مهمان للتجميع المانع للتسرب. عادةً ما يتم تصنيع هذه الأجزاء باستخدام الحاسب الآلي في الفولاذ أو البلاستيك الهندسي المقوى بإدخالات معدنية.
يؤثر اختيار المواد على كل قرارات التصنيع النهائية - سرعات القطع، واختيار الأدوات، وطرق تشطيب السطح، ومعايير الفحص النهائي. يتم تصنيع مكونات نوابض الغاز في السيارات في الغالب من مجموعة صغيرة من المواد، ولكل منها خصائص تصنيع معروفة.
| مكون | مادة نموذجية | النظر في الآلات الرئيسية |
|---|---|---|
| أنبوب اسطوانة | الفولاذ غير الملحوم المسحوب على البارد (على سبيل المثال، ST52، E235) | يقلل التجويف المرسوم مسبقًا من التشغيل الآلي الداخلي؛ الشحذ النهائي يحقق Ra النهائي |
| قضيب المكبس | الفولاذ الكربوني المقوى (على سبيل المثال، C45، 42CrMo4) | الكروم الصلب أو النيترة بعد تحول CNC؛ طحن إلى القطر النهائي |
| مكبس | الزنك المصبوب أو الفولاذ أو بوليمر POM | تحتاج الأجزاء المصبوبة إلى الانتهاء من الدوران؛ تحتاج أجزاء البوليمر إلى حرارة منخفضة وأدوات حادة |
| دليل قضيب/غطاء نهاية | النحاس أو الألومنيوم أو الصلب | آلات النحاس بحرية؛ يتطلب الألومنيوم مبردًا فيضيًا لجودة السطح |
| متغيرات خفيفة الوزن | سبائك الألومنيوم (على سبيل المثال، 6061-T6، 7075) | معدلات تغذية عالية ممكنة؛ أنودة المطلوبة للحماية من التآكل |
يظل الفولاذ هو الخيار السائد للمكونات الهيكلية نظرًا لقوة الشد العالية وسلوك الكلال المفهوم جيدًا تحت أحمال ضغط الغاز الدوري. يتم استخدام سبائك الألومنيوم في كثير من الأحيان في تطبيقات سيارات الركاب الحساسة للوزن - تعتبر دعامات غطاء صندوق السيارة مثالاً نموذجيًا - حيث يسمح ضغط التشغيل المنخفض بأقسام جدار أرق وأقطار قضبان أصغر. بالنسبة لأي مكون من مكونات زنبرك الغاز من الألومنيوم، تكون الأكسدة أو الطلاء الصلب أمرًا إلزاميًا لمنع التآكل المزعج في واجهة ختم القضيب.
يتم التحكم بشكل مباشر في أداء زنبرك الغاز من خلال العلاقة الأبعاد بين قضيب المكبس وتجويف الأسطوانة وعناصر الختم. إن تحديد التفاوتات المسموح بها بشكل فضفاض للغاية يؤدي إلى خطر التسرب وقصر عمر الخدمة؛ يؤدي تحديدها بشكل أكثر صرامة من اللازم إلى زيادة تكلفة التصنيع دون إضافة قيمة وظيفية. يلخص الجدول أدناه أهداف التسامح العملية للواجهات الرئيسية الملائمة.
| واجهة | نوع مناسب | التسامح النموذجي (القطر) | الغرض |
|---|---|---|---|
| قضيب المكبس OD / seal ID | تشغيل قريب (f7/H7) | ±0.010–0.015 ملم | يضمن اتصال الختم دون سحب القضيب |
| تتحمل الاسطوانة / المكبس OD | التخليص (H7/e8) | خلوص 0.020-0.060 ملم | يسمح للمكبس بالسفر دون ملامسة المعدن |
| دليل قضيب OD / تتحمل الاسطوانة | الانتقال (H7/js6) | 0-0.015 ملم | يمنع تأرجح الدليل؛ يحافظ على محاذاة القضيب |
| الموضوع على نهاية الغطاء | معيار 6H / 6G | قياس ISO، مقاس متوسط | الختم تحت الضغط. سهولة التجميع |
لأبعاد التجويف الحرجة، نادرًا ما يكون الدوران CNC وحده كافيًا كعملية نهائية . يضيف الشحذ مزيجًا من دقة الأبعاد وطبقة السطح الخاضعة للتحكم التي تتطلبها الأختام - يؤدي التجويف المدور عند Ra 0.8 ميكرومتر إلى تدهور عمر الختم مقارنة بالسطح المصقول عند Ra 0.2-0.4 ميكرومتر. يتم أيضًا الانتهاء من أقطار قضيب المكبس بعد الدوران، حيث تحمل خطوة الطحن شريط التسامح النهائي h6 أو f7 اللازم لربط الختم بشكل صحيح.
وبعيدًا عن القطر، تتطلب مكونات نوابض الغاز التحكم في أخطاء الشكل. إن التجويف الذي يكون ضمن حدود تسامح القطر ولكنه خارج الدائرة بشكل كبير سيولد ضغطًا غير متساوٍ للختم، مما يؤدي إلى مسارات تسرب موضعية. تتراوح متطلبات الاستدارة لتجويف الأسطوانات في إنتاج نوابض الغاز في السيارات عادةً من 0.003 إلى 0.008 مم (3 إلى 8 ميكرومتر)، وهو ما يمكن تحقيقه من خلال الخراطة CNC عالية الجودة متبوعة بالشحذ على آلة مخصصة. تعد الأسطوانة - وهي مزيج من الاستدارة والاستقامة على طول التجويف الكامل - أمرًا مهمًا للغاية بالنسبة للأسطوانات الأطول حيث يمكن أن يؤدي النمو الحراري أثناء التصنيع إلى حدوث أخطاء في البرميل أو الاستدقاق.
يتم تحديد قيم خشونة السطح على أنها Ra (خشونة المتوسط الحسابي) ويجب التحقق منها باستخدام مقياس التعريف، ولا يتم تقديرها عن طريق الفحص البصري. لكل من أسطح عمل تجويف الأسطوانة وقضيب المكبس أهداف مميزة:

إن الهندسة الأسطوانية لمكونات زنبرك الغاز تجعل CNC يحول عملية التصنيع المهيمنة. تعتبر مراكز الخراطة CNC الحديثة - وخاصة الماكينات ذات المغزل المزدوج والبرج المزدوج - مناسبة تمامًا لإنتاج نوابض الغاز في السيارات لأنها يمكن أن تكمل جزءًا في إعداد واحد، مما يزيل أخطاء إعادة التثبيت التي تؤدي إلى تدهور التركيز بين التجويف والقطر الخارجي.
عادةً ما يتم إنتاج قضبان المكبس من مخزون القضبان على مخرطة CNC مع وحدة تغذية القضبان. يتضمن تسلسل التدوير تحولًا تقريبيًا للقطر الخارجي، واللولبة في نهاية الملحق، والقطع السفلي للحلقات المفاجئة أو أخاديد الختم، والشطب. نظرًا لأن مخزون القضبان هو المادة الأولية، فإن استقامة المواد الواردة مهمة - حيث يقدم مخزون القضبان المنحنية نفادًا ينتقل إلى القضيب النهائي ولا يمكن تصحيحه إلا عن طريق الطحن غير المركزي. إن تحديد استقامة الشريط الخام في حدود 0.5 مم لكل متر قبل التشغيل الآلي يمنع إعادة العمل في اتجاه مجرى النهر.
مكونات زنبرك الغاز هي منتجات كبيرة الحجم. يحتاج موردو تصنيع المعدات الأصلية للسيارات الذين ينتجون عشرات الآلاف من الأسطوانات شهريًا إلى أوقات دورات تتراوح بين 30 إلى 90 ثانية لكل جزء ليكونوا قادرين على المنافسة من حيث التكلفة. تعالج مراكز الخراطة CNC ذات البرج المزدوج هذه المشكلة عن طريق تصنيع ميزتين في وقت واحد - على سبيل المثال، الخراطة الخشنة للقطر الخارجي أثناء حفر المعرف النهائي - مما يؤدي إلى تقليل أوقات الدورات بنسبة 30-50% مقارنة بالعمليات المتسلسلة على آلة ذات برج واحد. تعمل عملية إطفاء الأنوار طوال الليل من خلال التغذية الآلية للشريط وتجميع الأجزاء على تقليل تكلفة القطعة الواحدة لعمليات التشغيل بكميات كبيرة.
تتطلب بعض تصميمات نوابض الغاز منافذ شعاعية، أو فتحات تعبئة مثقوبة بشكل متقاطع، أو مسطحات مطحونة على طرف الأسطوانة لاستخدام أدوات التجميع. يتعامل مركز الخراطة CNC المزود بالأدوات الحية مع هذه الميزات في نفس الإعداد مثل عمليات الخراطة، مما يؤدي إلى تجنب عملية الطحن CNC الثانوية. وهذا مهم بشكل خاص لمنافذ تعبئة الغاز - الثقوب ذات القطر الصغير المحفورة بشكل قطري في جدار الأسطوانة - حيث تؤثر دقة الموضع بالنسبة إلى خط التجويف المركزي على ملاءمة سدادة الختم.
لا تعد الأسطح الخام المُصنعة باستخدام الحاسب الآلي أبدًا هي الحالة السطحية النهائية لمكونات نوابض الغاز في السيارات. إن متطلبات أداء التآكل والتآكل والاحتكاك كلها عوامل تؤدي إلى معالجات ما بعد التصنيع التي يجب مراعاتها في الأبعاد الأصلية المُشكَّلة.
الكروم الصلب هو المعالجة السطحية الأكثر شيوعًا لقضبان المكبس. يتم ترسيب طبقة كروم نموذجية بسمك 10-25 ميكرومتر بعد الطحن، ثم يتم طحنها مرة أخرى حتى القطر النهائي. يحقق تسلسل "اللوحة والطحن" هذا صلابة السطح (900-1000 فولت عالي) اللازمة لمقاومة تآكل الختم والتشطيب Ra 0.1 ميكرومتر المطلوب للتشغيل منخفض الاحتكاك. يضيف الكروم إلى قطر القضيب، لذا يجب حساب القطر الأرضي قبل الكروم ليهبط ضمن نطاق التسامح بعد ترسب الكروم - وهي خطوة تتطلب تحكمًا متسقًا في عملية الطلاء واتصالًا وثيقًا بين ورشة التصنيع ومنشأة الطلاء.
بالنسبة للتطبيقات التي يتم فيها تقييد الطلاء بالكروم بسبب اللوائح البيئية (يخضع الكروم سداسي التكافؤ لقيود REACH في أوروبا)، فإن الكربنة بالنيترو - والتي تسمى أيضًا الكربنة بالنيترو الحديدي أو معالجة Tenifer/Melonite - هي البديل المفضل. تعمل العملية على نشر النيتروجين والكربون في سطح الفولاذ لتشكيل طبقة مركبة صلبة بسمك 10-20 ميكرومتر، بالإضافة إلى منطقة انتشار أعمق تزيد من قوة الكلال. على عكس الطلاء بالكروم، فإن عملية الكربنة بالنيترو تنتج الحد الأدنى من التغيير في الأبعاد (عادةً أقل من 5 ميكرومتر)، لذلك غالبًا ما يمكن معالجة القضبان ذات التحمل المحكم دون خطوة طحن بعد المعالجة. يتمتع السطح الناتج بمقاومة ممتازة للتآكل ومظهر رمادي غامق مميز.
يتم شحذ تجاويف الأسطوانات بعد الدوران باستخدام الحاسب الآلي لتحقيق القطر النهائي والاستدارة وملمس السطح في وقت واحد. شحذ الهضبة - عملية شحذ من خطوتين باستخدام حجر خشن يتبعه حجر تشطيب ناعم - تنتج سطحًا به وديان ضحلة للاحتفاظ بالزيت وقمم مسطحة تقاوم التآكل. يتم قياس هذا الملف بواسطة معلمات Rk (عمق خشونة النواة، ارتفاع الذروة المنخفض، عمق الوادي المنخفض) بدلاً من قيم Ra البسيطة، ويجب تحديدها في الرسومات لتطبيقات التجويف الحرجة. تعمل التجاويف المشحونة بالهضبة على إطالة عمر الختم بشكل ملحوظ مقارنة بالأسطح المستقيمة أو ذات الخطوة الواحدة.
عادةً ما تكون الأنابيب الأسطوانية والمكونات الفولاذية الهيكلية التي لا تحتاج إلى سطح تآكل مطلية بالزنك والنيكل للحماية من التآكل. يوفر الزنك والنيكل (محتوى النيكل 12-15%) مقاومة أفضل بكثير لرذاذ الملح من طلاء الزنك التقليدي - عادةً ما يتراوح بين 720 إلى 1000 ساعة للصدأ الأحمر في اختبار رش الملح المحايد مقابل 120 إلى 240 ساعة للزنك وحده. بالنسبة لنوابض الغاز الخارجية أو السفلية للسيارات المعرضة لملح الطريق والرطوبة، فإن أداء التآكل هذا مطلوب وفقًا لمعظم مواصفات OEM.
تعمل معالجة نوابض الغاز في السيارات في ظل أنظمة جودة صارمة، عادةً ما تكون IATF 16949 أو ISO 9001 مع متطلبات العملاء الخاصة بالسيارات. لا يعد الفحص بوابة نهائية - فهو مدمج في تدفق الإنتاج من خلال التحكم الإحصائي في العمليات والقياس أثناء العملية.
يعد قياس الهواء هو الطريقة المفضلة لفحص القطر ذي الحجم الكبير لأنه سريع (القياس في أقل من ثانيتين)، وعدم الاتصال، وقابل للتكرار بدرجة كبيرة. يتم إدخال عمود قياس الهواء في التجويف أو وضعه حول قضيب لقياس ضغط الهواء الخلفي، والذي يرتبط مباشرة بالقطر عبر أداة المعايرة الرئيسية. عادةً ما يتم دمج مقاييس الهواء في خلية الدوران CNC بحيث يتم قياس كل جزء قبل التفريغ، مما يتيح الحصول على تغذية راجعة في الوقت الفعلي لنظام تعويض الإزاحة الخاص بالأداة الآلية.
يتم استخدام فحص آلة قياس الإحداثيات (CMM) للموافقة على المادة الأولى، وعمليات التدقيق الدورية، وأي ميزات لا يمكن لأجهزة قياس الهواء قياسها بسهولة - بما في ذلك قطر خطوة الخيط، وعمودية التجويف على الوجه، وموضع الثقوب المحفورة بشكل متقاطع. عادةً ما تتم كتابة برامج CMM لمكونات نوابض الغاز لتتوافق مع وسائل شرح GD&T للرسم، ويتم إرسال تقارير القياس الناتجة إلى العميل كجزء من عملية الموافقة على جزء الإنتاج (PPAP).
بعد التجميع، يعد اختبار التسرب بنسبة 100% ممارسة قياسية لنوابض الغاز في السيارات. تستخدم الطريقة الأكثر شيوعًا قياس طيف كتلة الهيليوم أو اختبار اضمحلال الضغط التفاضلي. يعد اختبار الضغط التفاضلي أكثر عملية للإنتاج بكميات كبيرة - يتم ضغط الزنبرك المجمع إلى ضغط اختبار، ويتم عزله، ويتم مقارنة أي انخفاض في الضغط خلال فترة محددة (عادةً 10-30 ثانية) مقابل عتبة الرفض. يمكن لاختبار تحلل الضغط الذي تمت معايرته جيدًا اكتشاف معدلات التسرب التي تقل عن 1 سم مكعب/دقيقة من النيتروجين عند ضغط العمل بشكل موثوق.
يمكن لمهندسي التصميم الذين يحددون مكونات نوابض الغاز في السيارات تقليل تكلفة التصنيع بشكل كبير من خلال اتباع بعض القواعد العملية. لا تؤثر هذه العناصر على الوظيفة - فهي تعمل على مواءمة التصميم مع الإمكانات الطبيعية للخراطة باستخدام الحاسب الآلي والعمليات ذات الصلة.
Fenglan يكون شركة صينية لتصنيع قطع الغيار الكهربائية الدقيقة, مصنعي قطع غيار السيارات الدقيقة و موردي قطع غيار صناعية دقيقة. شريككم الموثوق في تصنيع قطع الغيار والمكونات منذ عام 2010.
1. شريكك الموثوق في تصنيع الأجزاء والمكونات منذ عام 2010
 تليفون: +86-13861233850
تليفون: +86-13861233850  البريد: [email protected]
البريد: [email protected]  إضافة: رقم 60 ، شارع شرق تشوانغي ، مدينة تشونجيانغ ، قرية وي ، مقاطعة شينبي ، مدينة تشانغتشو ، الصين
إضافة: رقم 60 ، شارع شرق تشوانغي ، مدينة تشونجيانغ ، قرية وي ، مقاطعة شينبي ، مدينة تشانغتشو ، الصين 

 English
English 中文简体
中文简体 عربى
عربى Español
Español +86-13861233850
+86-13861233850